青浦通过式抛丸机供应
发布时间:2023-02-26 01:31:04
青浦通过式抛丸机供应
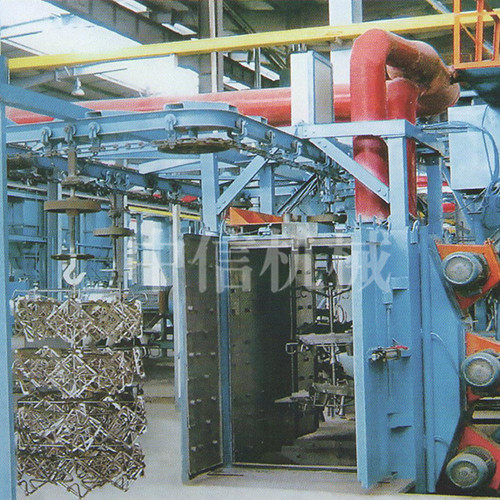
抛丸机操作过程中不能没有所有防护装备就开始实际操作抛丸机。抛丸机自动控制系统:员工即将抛丸除锈的产品工件立即挂在钩子或支架上,然后手动送到抛丸除锈室前的牵引带系统软件。挂勾全自动进到喷砂处理室。勾子进到喷砂处理室后,将勾子丢掉。技术员根据气缸操作设备关闭,电气设备自锁互锁,避免产品工件在抛丸室喷丸时意外打开。起重吊钩进到喷砂处理室并在设置的间距部位转动。顺向和反方向,产品工件彻底弹出来,盲区减少。2个挂勾:一个挂勾扔在抛丸室中,另一个挂勾能够解决产品工件。抛丸時间能够随意调节。抛丸机停止运行后,喷砂处理缸将自动打开喷砂处理通道门,吊钩将自动喷砂到达装卸货物部位,另一钩进入自动喷砂室的特定部位,自动喷砂门自动关闭。抛丸除锈全过程中造成的烟尘被二级除尘设备搜集和过虑。
青浦通过式抛丸机供应
leyu·乐鱼(中国)体育官方网站有哪些优点?1、悬臂离心抛丸器采用大抛丸量、高抛射速度,可提高清洗效率,获得满意的清洗质量。2、模拟抛丸图(包括确定抛丸机型号、数量和空间布置位置等)和抛丸机的所有图纸都由计算机辅助设计(CAD)绘制,抛丸机的选择和布置更加合理。提高了弹丸的利用率和劳动生产率,保证了清理效果,减小了对室体护板的磨损。3、采用流行的无地坑结构形式,不仅节省了地坑基础的施工成本和时间,而且解决了南方用户因地坑储水而产生的提升机砂锈结块问题。调整抛丸器时,应注意抛丸器的定向套位置,使所有的抛丸都覆盖在被清洗的工件上,否则会影响清洗效率。定向套窗的位置可参照位置进行安装。必要时,可在木板上涂上黑色墨水或铺设厚纸,放置在清洁工件的位置,启动抛丸机,在抛丸机的进丸管中加入少量弹丸,检查抛丸带的位置。如果抛射区位置不正确,应调整定向套,以获得位置为准。定向套调整好后,可进行负荷试车,经过30分钟的抛丸后再加入400Kg的弹丸。只有按照上述步骤进行安全试验,才能保证leyu·乐鱼(中国)体育官方网站的正常运行。

青浦通过式抛丸机供应
几乎所有的铸钢件、灰铸件、玛钢件、球铁件等都要进行抛丸处理。这不仅是为了去除铸件表面的氧化皮和粘砂,也是铸件质量检验前不可缺少的准备过程。例如,大型气轮机外壳必须在无损检测前严格清洗,以确保检测结果的可靠性。在一般铸件生产中,抛喷丸清理是发现铸件表面缺陷如皮下气孔、渣孔以及粘砂、冷隔、起皮等的必不可少的工艺手段。铝合金、铜合金等有色金属铸件的表面清洗,除了去除氧化皮,发现铸件的表面缺陷外,主要目的是去除压铸件的毛刺,获得装饰性的表面质量,获得综合效果。在冶金钢铁生产中,喷丸或酸洗是一种机械或化学联合去除磷皮的工艺方法,以确保在大量钢铁生产中获得高生产率。在生产硅钢板、不锈钢板等合金钢板和皮带时,在冷轧过程中必须进行抛丸或酸洗,以确保冷轧钢板的表面粗糙度和厚度精度。影响抛丸机清理效率的主要参数是钢丸的抛射速度和抛丸量。抛射速度越高,打击力越大;单位时间抛丸量增加,清洗工具单位面积抛丸密度也增加。提高抛射速度距离的影响。钢丸从抛丸器抛出后,在运动过程中,由于空气的阻力,速度将会逐渐降低。一般情况下,抛射距离每增加一米,铁丸动能的损失约增加10%。通常,被清理工件的表面与抛丸器中心线的距离以0.7~1.5m为宜,过近则钢丸弹痕过深且抛射区过小,过远则清理效果降低。

青浦通过式抛丸机供应
钢结构厂家为了提高钢的除锈效率,降低能耗,通过选择合适的喷丸类型和不同的喷丸等级来控制表面粗糙度,通过调整顶角,关闭顶出器来控制不同腐蚀等级的钢表面,从而保证除锈等级,提高除锈质量,提高生产效率,节约能耗,降低生产成本。该方法适用于钢表面清洁。焊接工字钢、型材、钢管、型材、摩擦表面处理。leyu·乐鱼(中国)体育官方网站的除锈机体包括除锈仓体、喷丸仓体、喷丸装置、喷涂设备和电气控制箱,包括工件固定装置和筛分装置;筛分装置包括一个滤网、两个滤网、收集仓库、两个电机和两个连杆;喷淋仓库包括喷淋仓库和废液回收仓库;喷丸装置包括喷丸装置本体和除尘装置;喷涂设备包括储液罐、水泵、进出口管、出口管和喷嘴。储液罐包括箱体、注液孔、第二传感器和LED灯,以实现丸的自动输送。除尘后,可回收完好的抛丸,在工件上喷涂防锈剂。刀片的耐磨性直接决定了刀片的使用寿命和抛丸机的运行成本,因此,抛丸采用高耐磨材料。除刀片材料外,刀片的耐磨性还与抛丸机的工作状态密切相关。

青浦通过式抛丸机供应
抛丸机厂家在冶金工业钢材的生产制造中,抛丸或酸洗钝化是一种选择机械设备或有机化学协同去除磷皮的加工工艺,以确保许多钢材生产制造中的高产量。在铁氧体磁芯、不锈钢板、金属板等合金钢板的生产和制造过程中,必须在冷轧工艺的全过程中进行淬火,然后进行除锈或酸洗钝化,以确保冷轧板的粗糙度和厚度精度。根据当代金属材料强度理论,提高金属材料内部相对移位密度是提高金属材料抗压强度的关键方向。实践经验抛丸除锈是提升金属材料位错构造的切实可行的加工工艺方式。这对于一些不能根据改变硬底化或保持改变硬底化的钢件具有非常关键的实际意义。航空公司、航空工业生产、汽车、大型拖拉机等部件规定轻混凝土化,但可信度规定越来越高。关键的加工工艺对策是选择抛丸加工工艺,提高预制部件的抗压强度和疲劳性能。